熱分解とは?光学樹脂の実務で押さえる原理と対策

熱分解は、樹脂が高温下で分子鎖の切断を起こす化学変化です。射出成形時のガス焼けや黄変、長期使用での物性低下など、光学樹脂の実務で頻繁に直面する現象でもあります。この記事では、熱分解の原理から代表的なメカニズム、酸化分解・加水分解との違い、そして射出成形現場での実務的な対策まで、光学設計者・材料調達者向けに解説します。
📌 3行わかる要約
- 熱分解は無酸素下で樹脂が分子鎖の切断を起こす化学変化(語源:pyro〔火〕+ lysis〔分解〕)
- 高分子の分解は 解重合型(PMMA等)・ランダム開裂型(PE/PP)・側鎖開裂型(PVC) の3パターンに大別される
- 光学樹脂の実務では、射出成形時の 樹脂温度 × 滞留時間 が熱分解リスクの支配因子
熱分解とは
熱分解の基本定義
熱分解(pyrolysis)とは、酸素やハロゲンが存在しない条件下で、有機物が熱エネルギーによって分子レベルで化学的に分解する現象を指します。語源はギリシャ語の「pyro(火)」と「lysis(分解)」を組み合わせたものです。プラスチックの分野では、JIS K 7120(プラスチックの熱重量測定方法)に基づく熱重量測定(TG)が、樹脂の熱安定性や分解温度を評価する標準的な手段として広く用いられています(JIS K 7120:1987)。
熱分解と燃焼の違い
熱分解と燃焼は、どちらも「熱が引き起こす変化」という点では共通していますが、本質はまったく異なります。
| 項目 | 熱分解 | 燃焼 |
|---|---|---|
| 雰囲気 | 無酸素または不活性 | 酸素存在下 |
| 主反応 | 分子鎖の切断 | 完全酸化 |
| 最終生成物 | 炭化物、ガス、液体油 | CO2、H2O |
| 工業利用 | 廃プラ油化、ケミカルリサイクル | エネルギー回収(焼却) |
燃焼ではプラスチックは二酸化炭素と水まで分解されますが、熱分解では中間生成物(炭化物・油・ガス)が残ります。これは廃プラスチックを石油代替の原料として回収する「ケミカルリサイクル」の基本原理にもなっています。光学樹脂の現場では、加工時に発生する「意図しない熱分解」をいかに抑えるかが重要になります。
熱分解の3つのメカニズム
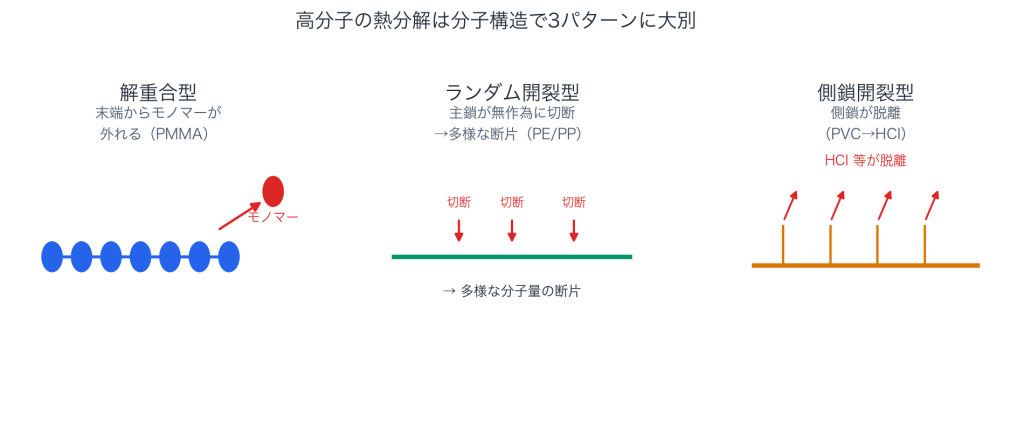
高分子(ポリマー)の熱分解は、その分子構造によって挙動が大きく異なります。代表的な3パターンを押さえておくと、樹脂の選定や成形条件の設計が格段にしやすくなります。
解重合型 — モノマーに戻る分解
解重合型は、主鎖の末端からモノマー単位が次々に外れていく分解パターンです。代表的な樹脂はPMMA(ポリメタクリル酸メチル)で、加熱するとほぼ純粋なモノマー(メタクリル酸メチル)に戻る性質があります。この特性は、PMMAのケミカルリサイクルが工業的に成立する根拠でもあります。
ポリα-メチルスチレンなど、メチル基が主鎖炭素に結合した構造を持つポリマーも、解重合型の挙動を示すことが知られています(J-STAGE 大谷肇・柘植新「高分子の熱分解特性」)。
ランダム開裂型 — 統計的に切れていく分解
ランダム開裂型は、主鎖が確率的に切断され、結果として多様な分子量の断片が生成するパターンです。ポリエチレン(PE)、ポリプロピレン(PP)が代表例で、熱分解油化のターゲットとして研究が進んでいます。
ポリスチレン(PS)は、解重合型とランダム開裂型の両方の挙動を示し、温度や条件によって生成物の組成が変わることが報告されています。実際の主鎖開裂型ポリマーの多くは、純粋な解重合型・ランダム開裂型のどちらか一方ではなく、両方のメカニズムが競合的に進行します。
側鎖開裂型 — PVCに代表される脱離反応
側鎖開裂型は、主鎖ではなく側鎖(または置換基)が脱離し、その後で主鎖が変化していくパターンです。代表例はポリ塩化ビニル(PVC)で、200℃付近から塩化水素(HCl)が脱離し始め、250℃以上で本格的な熱分解が進行します。
PVCを取り扱う成形現場では、HClによる金型の腐食や作業環境の悪化を防ぐため、温度管理と排気設計が特に重要になります。
熱分解・酸化分解・加水分解の違い
「樹脂が劣化した」と言っても、実際の原因が熱分解なのか酸化分解なのか加水分解なのか、現場では混同されがちです。3つの違いを整理しておくと、原因究明と対策がスムーズになります。
酸素ありなしで挙動が変わる
熱分解と酸化分解は、雰囲気中の酸素の有無で区別されます。
- 熱分解:無酸素下で分子鎖が切断、分子量が低下しガスや炭化物が発生
- 酸化分解(熱酸化劣化):酸素存在下でラジカル連鎖反応が進み、黄変・脆化・表面クラックが発生
実際の射出成形現場では、シリンダー内に空気が残っているケースが多く、熱分解と酸化分解が同時進行することも珍しくありません。
水分の有無で加水分解が併発
加水分解は、水分子が樹脂中の結合(特にエステル結合・アミド結合・カーボネート結合)を攻撃して切断する反応です。ポリエチレンテレフタレート(PET)、ポリカーボネート(PC)、ポリウレタン(PU)、ポリアミド(PA)など、加水分解性の結合を持つ樹脂で起こります。
ペレット内の水分が多い状態で成形すると、熱分解と加水分解が同時に起こり、分子量低下とそれに伴う物性低下が一気に進みます。詳しくは ポリエステル加水分解の解説記事 もあわせてご覧ください。
実務での区別と判定
成形品の外観や物性の異常から、どの分解が支配的かをある程度推定できます。あくまで目安であり、複数の分解が複合して発生することもよくあります。
- 黄変・表面クラック → 酸化分解の可能性
- 白濁・粒界状の欠陥 → 加水分解の可能性
- ガス焼け・シルバーストリーク → 熱分解の可能性
光学樹脂・エンプラの熱分解挙動
光学樹脂やエンジニアリングプラスチック(エンプラ)の選定・成形では、各樹脂の熱分解温度域を把握しておくことが設計マージンの確保につながります。
主要光学樹脂の分解温度域
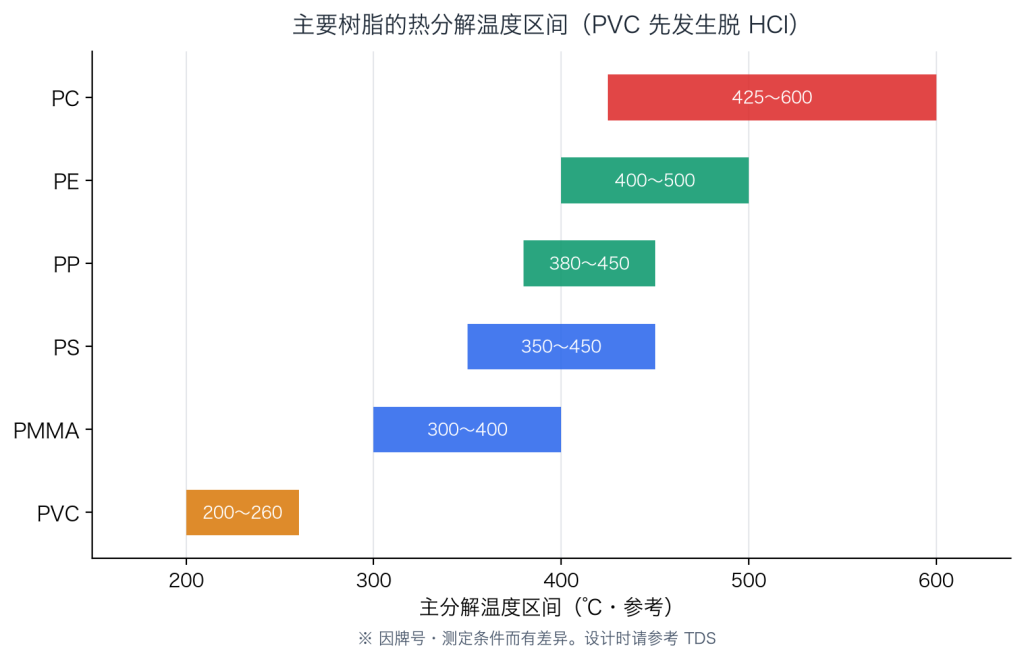
代表的な樹脂の熱分解関連温度を整理すると、おおよそ次のような帯域に分布します。具体値はグレード・測定条件によって幅があるため、設計時には必ず使用グレードのテクニカルデータシート(TDS)を確認してください。
| 樹脂 | 主分解温度域(目安) | 分解パターン |
|---|---|---|
| ポリエチレン(PE) | 400〜500℃ | ランダム開裂型 |
| ポリプロピレン(PP) | 380〜450℃ | ランダム開裂型 |
| ポリスチレン(PS) | 350〜450℃ | 解重合+ランダム |
| PMMA | 300〜400℃ | 解重合型 |
| ポリカーボネート(PC) | 425〜600℃ | ランダム+連鎖反応 |
| PVC | 200℃〜(脱HCl)、250℃〜本格分解 | 側鎖開裂型 |
ResearchGate Polycarbonate TGA-FTIR study、複数のメーカーTDS
光学樹脂として使われるPC、PMMA、シクロオレフィンポリマー(COP)などは、いずれもこのレンジ内に主分解温度が位置します。問題は、射出成形時のシリンダー温度がこの分解温度より十分低くても、長時間の滞留や局所的な発熱があれば実質的な分解開始温度に達してしまう点です。
JIS K 7120と熱安定性評価
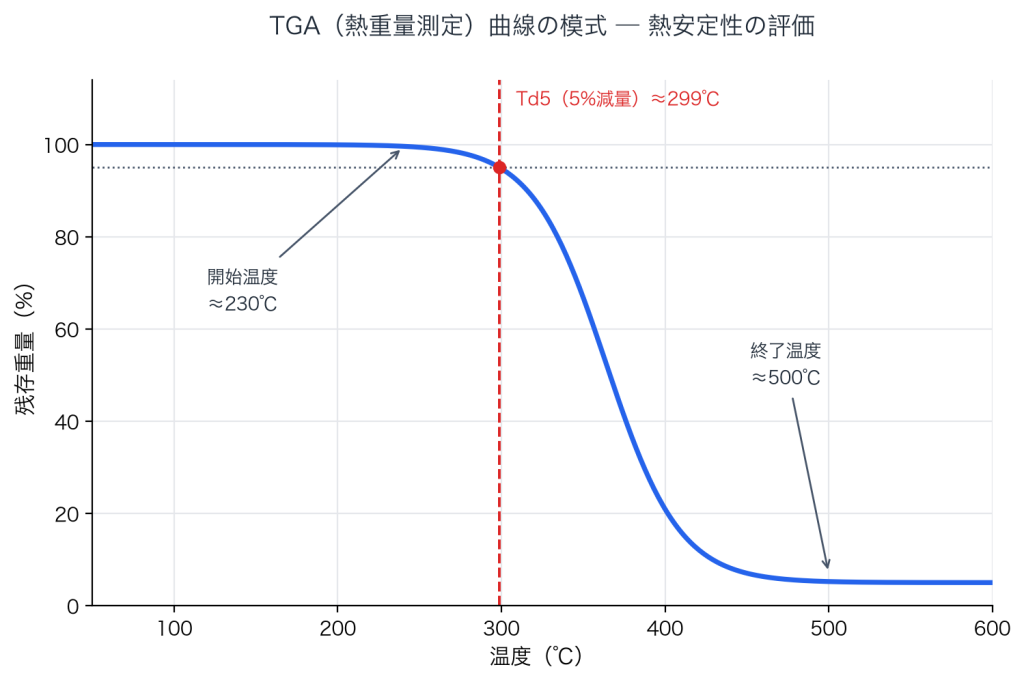
樹脂の熱安定性を客観的に比較するには、JIS K 7120(プラスチックの熱重量測定方法、ISO 7111-1987対応)に基づく熱重量測定(TGA)が標準的に用いられます。
標準試験条件は次の通りです。
- 昇温速度:毎分10±1℃
- 雰囲気:乾燥空気(水分0.001w/w%以下)または窒素
- ガス流量:毎分50〜100mL
- 試験片質量:約10mg
実務では「5%重量減少温度(Td5)」が業界慣用の指標としてよく使われますが、JIS K 7120の本文には Td5 という用語は記載されておらず、規格上は「開始温度・中点温度・終了温度」が定義された用語である点に注意が必要です。
射出成形現場での熱分解対策
光学グレード樹脂の成形では、わずかな熱分解でも透明性・色相・光学物性に影響します。現場で押さえるべき対策をまとめます。
樹脂温度 × 滞留時間が支配的
熱分解の発生しやすさは、樹脂温度の高さと滞留時間の長さに比例して増大します。たとえば成形機を一時停止したまま放置すると、シリンダー内の溶融樹脂が予想以上に熱分解を起こすことがあります。
加えて、ペレット内の水分が多い場合は加水分解が併発し、酸素残留が多い場合は酸化分解が同時に起きるため、「乾燥」「不活性ガス置換」「滞留時間管理」が三位一体の対策となります。実際の推奨成形温度範囲は各樹脂メーカーが TDS に明記しています。
ガス焼け・シルバーストリーク・黄変
熱分解関連の代表的な成形不良は3種類あります。
- ガス焼け:高温+長滞留で樹脂が分解し、発生したガスが成形品に焼け跡を残す
- シルバーストリーク:水分や揮発分が気化し、銀色の筋状欠陥となって表面に現れる
- 黄変:酸化分解との複合で色相が黄色みを帯びる
光学樹脂では、これらの欠陥が「歩留まり」「透過率」「色座標」の指標で表面化します。
主な対策と運用ポイント
実務的な対策は次の4点に集約されます。
- 樹脂温度を推奨範囲の中央付近に設定し、上限張り付きを避ける
- 成形サイクルを見直し、シリンダー内滞留時間を最小化する
- ペレットの予備乾燥を徹底し、ペレット水分量を管理する
- 段取り替え時のパージで、シリンダー内の前材料・分解物を排出する
予備乾燥やパージは、それ自体が熟練を要する工程です。詳しくは「予備乾燥」「パージ」の解説記事もあわせてご参照ください。
ユピゼータ®EPの熱安定性と用途
高耐熱グレードのラインナップ
三菱ガス化学の光学樹脂「ユピゼータ®EP」は、屈折率とアッベ数のレンジを段階的に展開した代表5グレードを揃え、光学設計者が屈折率・分散・耐熱性のバランスから最適なグレードを選びやすい構成になっています(ユピゼータ®EP公式 製品ページ)。
| グレード | 屈折率(nd) | アッベ数(νd) | Tg (℃) |
|---|---|---|---|
| EP-4500 | 1.616 | 25.8 | 145 |
| EP-5000 | 1.636 | 23.9 | 145 |
| EP-6000 | 1.640 | 23.5 | 145 |
| EP-8000 | 1.661 | 20.4 | 140 |
| EP-9000 | 1.671 | 19.2 | 140 |
※ 測定値であり規格値ではありません(公式注記)
光学用途での熱安定性の意味
スマートフォンカメラ、車載光学系、プロジェクション用レンズなど、近年の光学用途では発熱源(CPU、CMOSセンサー、LED)近傍に樹脂レンズが配置されるケースが増えています。連続使用環境下での透明性維持、色相安定性、寸法安定性のすべてが、樹脂の熱安定性に強く依存します。
設計マージンを広げるためには、樹脂のガラス転移温度(Tg)と熱分解温度の両方を考慮した材料選定が欠かせません。
まとめ
熱分解は、解重合型・ランダム開裂型・側鎖開裂型の3つのメカニズムに大別され、樹脂ごとに支配的なパターンが異なります。酸化分解・加水分解との区別と、射出成形時の「樹脂温度 × 滞留時間」管理が、光学樹脂の実務における核心です。Tgや熱分解温度を踏まえたグレード選定によって、光学性能と長期信頼性の両立が可能になります。
ユピゼータ®EPについて
ユピゼータ®EPは三菱ガス化学が開発した光学樹脂で、屈折率1.616〜1.671、アッベ数19.2〜25.8、Tg 140〜145℃という幅広い光学・熱物性レンジを持つグレード展開が特長です。詳細な物性データやサンプル提供のご相談は、公式サイトのお問い合わせフォームよりお気軽にどうぞ。



