複屈折とは 光学樹脂で像が劣化する原因と対策
複屈折は、光が物質を通るときに偏光方向によって屈折率が異なり、結果として像のボケ・二重像・虹色の干渉縞といった光学的な乱れを生む現象です。液晶ディスプレイ、ピックアップレンズ、HUDやARグラスなど、偏光を扱う光学系では避けて通れない設計課題でもあります。この記事では、複屈折の物理的な原理から樹脂別の比較、射出成形での発生メカニズムと対策まで、光学設計者・材料調達者向けに整理します。
📌 3行でわかる要約
- 複屈折は屈折率の異方性により光が2方向に分かれる現象(Δn = nₑ − nₒ で表される)
- 光学樹脂では 配向複屈折(流動による分子配向)と 応力複屈折(残留応力=光弾性)の2系統が同時に発生する
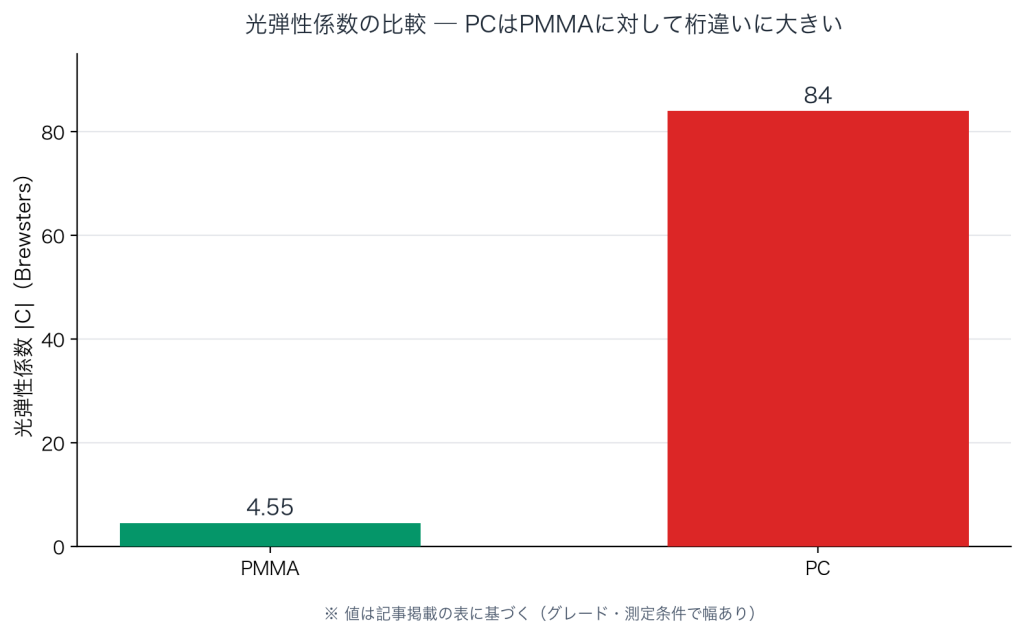
- PCは光弾性係数がPMMAの約10倍と大きく、応力に敏感。低複屈折を狙う設計では樹脂選定が決定的に重要
複屈折とは
屈折率に異方性があると光は2本に分かれる
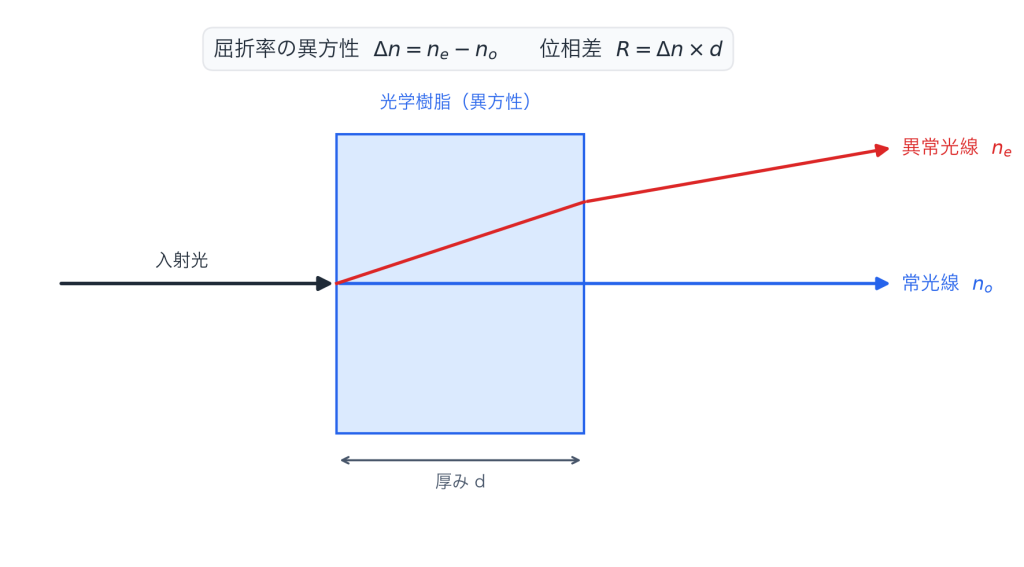
複屈折とは、光線が異方性のある物質を透過するときに、偏光方向によって2つの屈折光に分かれる現象です。数学的には、常光線の屈折率 nₒ と異常光線の屈折率 nₑ の差として Δn = nₑ − nₒ で表されます。
異方性のある物質中では、振動方向によって光の進む速度が異なるため、結果として位相差(レターデーション)が生じます。位相差 R は複屈折 Δn と厚み d の積、すなわち R = Δn × d として表現され、ナノメートル単位で評価されます。
結晶と高分子で起こり方が違う
天然の方解石や水晶は結晶構造そのものに異方性があり、本質的に複屈折性を持ちます。一方、本来は等方的な高分子樹脂であっても、成形時の分子配向や残留応力により後天的に複屈折が生じます。これが光学樹脂で問題になる「成形由来の複屈折」です。
複屈折が起きるメカニズム
光学樹脂の複屈折は、起源の異なる2つのメカニズムが同時に進行します。
配向複屈折 — 分子鎖が流れに沿って並ぶ
射出成形では、溶融樹脂が金型キャビティへ高速で流れ込みます。このとき高分子鎖は流動方向に引き伸ばされ、冷却される過程でその配向が「凍結」されます。配向した分子鎖は、その方向と垂直な方向で屈折率が異なるため、配向複屈折が発生します。
配向複屈折は分子構造そのものに依存する固有複屈折と、配向度に依存する成形条件由来の成分で決まります。
応力複屈折(光弾性)— 残留応力が屈折率を歪ませる
成形品が冷却される過程では、肉厚差や金型温度の不均一により、内部に応力が残留します。応力下にある非晶性樹脂は等方性が崩れ、応力の大きさに比例して複屈折を示します。これが 応力複屈折 で、応力に対する複屈折の比例係数が 光弾性係数(C) です。
ブリュースターの法則により、複屈折は主応力差に比例します。光弾性係数の単位は Brewsters(1 Brewster = 10⁻¹² Pa⁻¹)で表現されます。
光学樹脂の複屈折比較
代表的な光学樹脂の光弾性係数の目安です。具体値はグレード・測定条件・波長によって幅があるため、設計時には必ず使用グレードのTDSを参照してください。
| 樹脂 | 光弾性係数の傾向 | 特徴 |
|---|---|---|
| PMMA | 約 −4.55 Brewsters(非可塑化) | 負の値、応力複屈折が比較的小さい |
| PC | 約 84 Brewsters | PMMAの約10倍。応力に非常に敏感 |
| COP / COC | PMMAより小さい部類 | 低応力複屈折で光ピックアップ用途に普及 |
| PS | 中程度 | 配向複屈折が大きい |
Opti 521 Plastic Optical Materials Tutorial (Univ. of Arizona)、
PCは透明性・耐熱性・寸法安定性に優れる一方、光弾性係数が大きく応力複屈折が発生しやすいため、光ディスクのピックアップレンズなど偏光を扱う用途では設計マージンの設計が課題となります。
複屈折が引き起こす実害
複屈折は偏光を扱う光学系で具体的な性能劣化として現れます。
液晶ディスプレイ
液晶パネルは偏光を制御することで画像を表示しています。光学フィルムや前面パネルに複屈折があると、色むら・コントラスト低下・二重像が発生します。スマートフォン・タブレット・テレビなど、ディスプレイ向け光学樹脂では低複屈折が前提です。
光ピックアップレンズ
CD・DVD・Blu-rayといった光ディスクの読み書きには、波長の短いレーザー光と偏光制御が用いられます。レンズ内で複屈折があると焦点位置がずれ、読み取りエラーや書き込み不良の原因となります。
HUDとARグラス
ヘッドアップディスプレイ(HUD)やARグラスは、虚像投影や導光板で偏光を多用します。表示素子から目に届くまでに介在する樹脂部品に複屈折があると、輝度ムラ・像のにじみ・色シフトといった表示品位の低下を招きます。
半導体・FPD製造装置の光学部品
半導体露光装置やFPD製造装置の検査光学系も、偏光を扱うため光学樹脂部品の複屈折管理が要求されます。
射出成形で複屈折を抑える方法
光学樹脂の射出成形では、配向複屈折と応力複屈折の両方を抑え込むアプローチが必要です。
成形条件の最適化
主な対策は次の5点に集約されます。
- 樹脂温度を高めに設定して粘度を下げ、流動配向を低減する
- 金型温度を高めに保ち、急冷による応力凍結を防ぐ
- 充填速度を遅めに設定し、せん断による分子配向を緩和する
- 保圧時間・冷却時間を最適化し、残留応力を低減する
- ゲート位置・形状を再検討し、流動配向の方向と分布を制御する
成形条件のチューニングはトレードオフが多く、複屈折を下げると別の不良(ヒケ・ショートショット)が出ることもあります。
樹脂選定が最終的な決め手
成形条件だけで複屈折を抑えるには限界があり、用途に応じて 低複屈折樹脂 を選ぶことが本質的な解決になります。光学グレードのCOP/COC、低複屈折設計が施されたPCコポリマー、専用設計樹脂などが選択肢として用意されています。
測定と評価
樹脂の屈折率測定は JIS K 7142:2014(プラスチック−屈折率の求め方)で標準化されており、アッベ屈折計による臨界角法が主要手法です(JIS K 7142:2014)。複屈折・レターデーションの定量評価には偏光顕微鏡や位相差計が用いられます。
ユピゼータ®EPの低複屈折設計
分子設計から低複屈折を実現
三菱ガス化学の光学樹脂「ユピゼータ®EP」は、ポリカーボネート構造を主骨格としながら、特殊な分子設計により複屈折を極小化することに成功した光学樹脂です。屈折率の異方性を抑える独自の分子設計により、にじみのない鮮明な画質が得られるとされています。
▼代表グレード(抜粋)
| グレード | 屈折率(nd) | アッベ数(νd) | Tg (℃) |
|---|---|---|---|
| EP-4500 | 1.616 | 25.8 | 145 |
| EP-5000 | 1.636 | 23.9 | 145 |
| EP-6000 | 1.640 | 23.5 | 145 |
| EP-8000 | 1.661 | 20.4 | 140 |
| EP-9000 | 1.671 | 19.2 | 140 |
※ 測定値であり規格値ではありません。
高屈折率・低複屈折・高耐熱の三位一体
光学樹脂では一般に「屈折率を上げると複屈折も増える」「耐熱性を上げると成形性が落ちる」といったトレードオフが発生します。ユピゼータ®EPは高屈折率(最大 nd 1.671)と低複屈折、Tg 140〜145℃の耐熱性を両立する設計が特徴で、スマートフォンカメラレンズ、HUD、ARグラス、車載光学系といった偏光制御が必要かつ発熱環境にも晒される用途を意識したラインナップになっています。
まとめ
複屈折は、配向複屈折と応力複屈折(光弾性)の2系統で発生し、光学樹脂の像品位を直接的に左右します。樹脂選定では光弾性係数を含む光学物性の把握が重要で、成形条件の最適化と低複屈折樹脂の採用が両輪です。高屈折率・低複屈折・高耐熱を同時に求める光学用途には、設計マージンを持たせやすい専用設計の光学樹脂が現実解になります。
ユピゼータ®EPについて
ユピゼータ®EPは三菱ガス化学が開発した光学樹脂で、屈折率1.616〜1.671、アッベ数19.2〜25.8、Tg 140〜145℃という幅広い光学・熱物性レンジに加え、独自分子設計による低複屈折が特長です。
詳細な物性データやサンプル提供のご相談は、公式サイトのお問い合わせフォームよりお気軽にどうぞ。